Published on Jun 05, 2023
Ultrasonic Metal Welding
In 1938, Lludwig Bergman and some colleagues were experimenting with ultrasonic Waves and their effects on metal. He found that many metals could be combined by using ultrasonic welding that could not be joined by any other method. It was also found that any metal could be strengthened by subjecting the metal in its molten state to ultrasonic vibrations. The ultrasonic effect upon the molten metal generates a smaller grain size, giving the metal more strength. Ultrasonic welding combines pressure and high frequency vibration motions to form a solid state bond. The range ultrasonic frequency used in this welding is from 20kHz to 60kHz. This cool, strong weld capable of joining such combination as aluminium to steel, aluminium to tungsten, aluminium to molybdenum and nickel to brass. Ultrasonic welding has also made it possible to join metals with vastly different melting temperatures, making strong rigid joints. Thus many applications previously considered unweldable can now revaluated.
It consists of an ultrasonic generator, which generates a frequency of 20 kHz to 40 kHz from a supply of 220v/50Hz. The converter transforms the high frequency electric energy produced by the generator into mechanical energy. The booster serves as an amplitude transformer for the required amplitude range as well as a general stabilizer for the oscillations of the transducer system. The sonotrode or horn is the working tool of the ultrasonic metal welding.
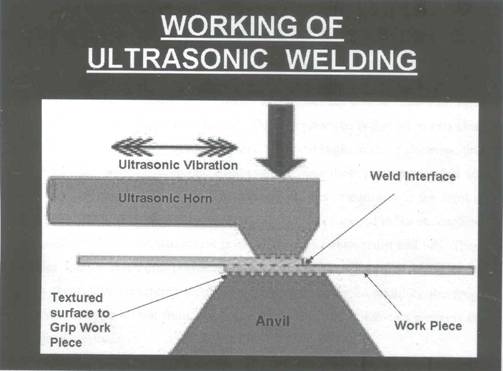
The pieces to be welded are clamped between the welding tip called sonotrode and anvil. Both tip and anvil are faced with high-speed steel, since considerable wear can occur at the contacting surface. The process of ultrasonic welding is fairly simple. It begins when the parts those are to be welded, such as two multi-strand copper wires for example, are placed together in the welding unit. The system then compresses the wires together with a force of between 50 and several 100 pounds per square inch to form a close connection between the two pieces. Next, the ultrasonic horn is used to vibrate the two pieces together at a rate of around 20000 or 40000 Hz, depending on the application.
Working
The system that is used to scrub the pieces together consists of four major components. The first of these is the anvil. This is simply a piece of the machine, usually with a replaceable head, that holds one of the components still while the other is rubbed against it. The “business end” of the ultrasonic system consists of three major parts. The first of these is the ultrasonic transducer. This component takes an electric signal from a power supply that is providing a 20 kHz AC (by using an ultrasonic generator) signal and converts it to a mechanical motion at the same frequency. The vibration that results is at a frequency that is appreciably above the range of human hearing, hence the name ultrasonic.
Although this motion is very strong, it has a very low amplitude or stroke length. This is not suitable for welding. The next part of the system, appropriately called the booster, increases the amplitude of the motion, at the cost of some of its force.
This motion is then passed into the ultra sonic horn. This is the portion of the system that actually vibrates the work piece. In addition to providing the interface between the ultra sonic generator and the work piece, the horn also further amplifies the amplitude of the motion, again reducing its force. Like the anvil, the horn ends in a replaceable head.
Before the interaction of the pieces at the interface can be explained, some basic molecular physics must be reviewed. The first principal is that when two clean pieces of metal are placed in intimate contact, they will begin to share electrons, thus welding together, second, at atomic scale even surfaces those that look perfect and smooth are very rough and impure. The majority of these impurities are in the form of metal oxides that were produced when the bare metal was exposed to the atmosphere. The second part of contamination is in the form of ordinary dirt and oils. These impurities form a layer that prevents the electrons in the two parts from passing between them, thus preventing them from welding together. In addition, the rough surface prevents the metals from being in intimate contact, which also prevents the exchange of electrons.
Parts of a Ultrasonic Metal Welding
1) Ultra sonic generator
2) Ultra sonic transducer system
a) Converter
b) Booster
c) Sonotrode
3) Anvil and fixtures.
Welding Parameters
The manufacturer before a decision on the design of the tool completes a determination of optimum welding parameters and the fixture is made. The parameters can vary depending on variation in materials, dimensions, and surface contaminations.
The selected welding parameters for ultrasonic welding are:
• Clamping pressure
This is the pressure between anvil and the sonotrode applied on the parts to be welded. The contact pressure must remains constant during the whole welding process. It is usually produced pneumatically and totals up to approximately 400 – 1500 N.
• Welding time
The welding time is defined as the duration of the ultrasonic and can be both a, constant parameter and a variable parameter adjusted with the help of quality-controlled devices for an optimum weld. Depending on the application the welding time can be between 0.1 and approximately 1second.
• Trigger point
The starting point of ultrasonic welding is called trigger point. It is usually selected as a function of the clamping and compaction of parts, sometimes also as a function of stroke length.
• Amplitude
The amplitude constitutes the oscillation length of the welding tool. The amplitude should remain constant through out the welding process. The booster defines wit modern welding equipment a relatively large amplitude range mechanically. With in this range, the fine adjustment of the amplitude is made electrically with a selective switch.
• Welding tools
The design of the welding tools requires a considerable amount of process engineering know-how and is often the decisive factor for determining the quality of weld. If the surface structure on the work surface of the sonotrode begins to wear, it may be judicious to change one or several parameters until a reconditioning or exchange of the tool become necessary.
• Ultrasonic frequency
The frequency, measured in cycles per second, remains largely constant and depends on the generators working frequency. It is also decisive for the construction of the machine and the complete transducer system. Most equipment has a working frequency of 20 kHz, but for small-scale applications, equipment between 35 and 40 kHz is available.
.
APPLICATIONS
1) Joining of electrical and electronic components.
2) Welding aluminum wire and sheets.
3) Fabricating nuclear fuel elements.
4) In aircraft structural applications.
In conclusion ultrasonic welding has many advantages over other welding techniques for many type e of connections. These include speed, cost, reliability and many others. However, it should also be made clear that it is only ideal for a relatively small proportion of all of the possible joints. Ultrasonic welding should not be seen as a replacement for other techniques, such as GTAW, resistance, laser etc; but rather as an option in situations for which it is well situated
Ultrasonic metal welding is a solid state welding process, and here ultrasonic vibrating motion is used to join two materials. The two work pieces are held in between the anvil and sonotrode. The work piece on the anvil is hold stationary while the other part is moved to and fro due to the vibrating effect of the sonotrode. This movement the oxide disperses layer in between them and atoms of the work pieces are diffused from one part to another. When vibration is stopped a pure metallurgical bond is obtained
Related Seminar Topics
- Nitro Shock Absorbers
- Paper Battery
- Pistonless Pump
- Pollution Less Engine
- Re-entry-of-Space-Vehicle
- Robotic Car
- Scramjet Engine
- Self Healing Robots
- Sensotronic Brake Control
